



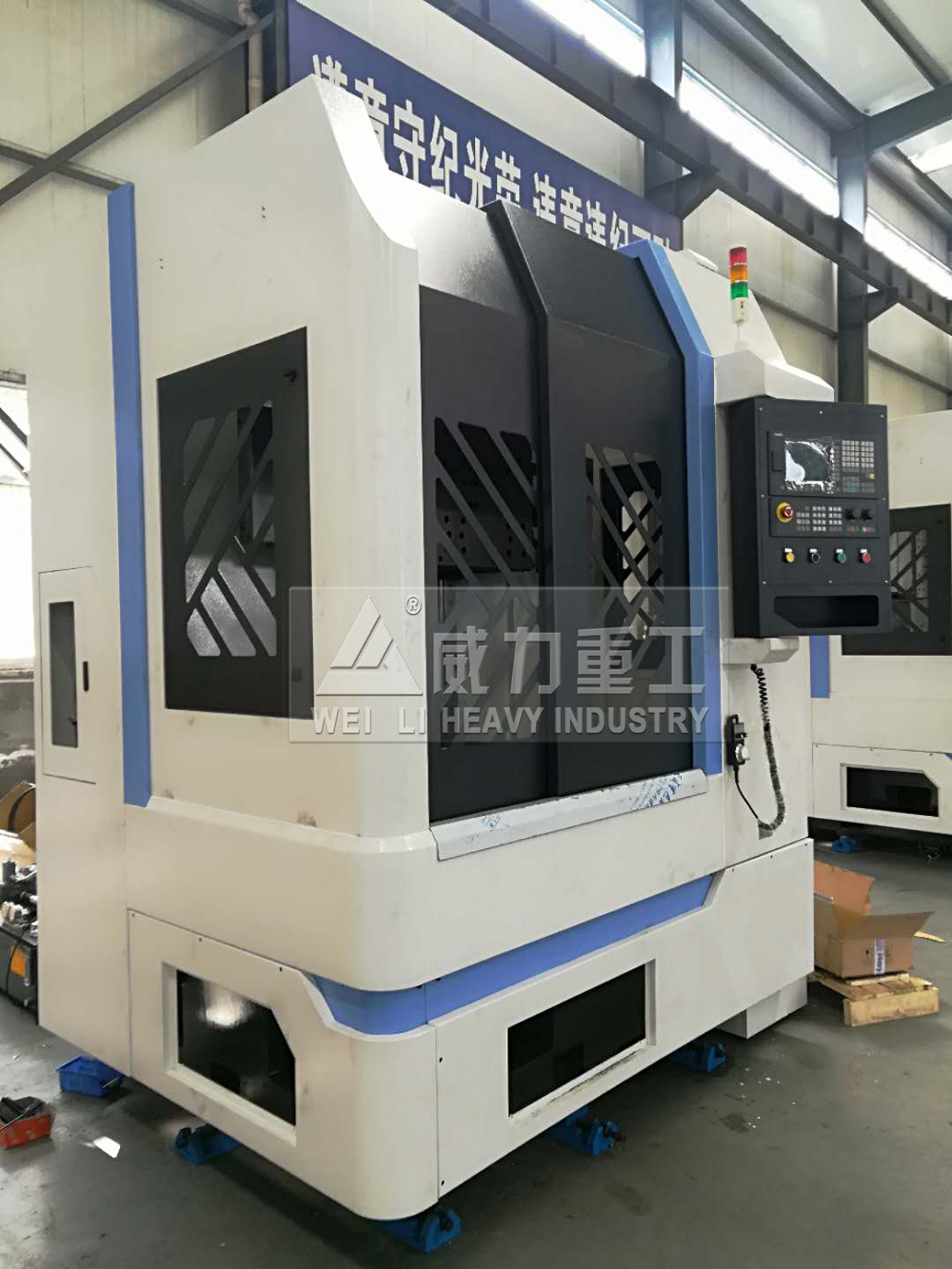
高速VTC900數控立車_數控立式車床
咨詢熱線:18306370898

高速VTC900數控立車_數控立式車床適宜加工中、小型盤、蓋類零件。高強度鑄鐵底座、立柱,有良好的穩定性和抗震性能,立式結構,裝夾工件方便,占地面積小,采用油水分離結構,使冷卻水清潔環保持久,分離式冷卻水箱,便于清洗。
一、產品簡介與用途
高速VTC900數控立車_數控立式車床機床是一種自動化數控加工機床,用于加工零件的內、外圓柱面,圓錐面、端面、切槽及倒角,特別適用于車用制動轂、輪鼓、離合器壓盤類、飛輪殼等零部件的加工。

二、主要結構特點
①機床為單柱立式硬軌軌結構,立柱、底座及滑座均采用高牌號灰口鑄鐵樹脂砂鑄造工藝,并經時效處理;配合導軌面采用超音頻淬火和貼塑處理;合理的結構設計,完善的加工及裝配工藝,確保機床長期使用的穩定性及精度保持性。
②機床主軸采用變頻電機結合變速箱傳動,實現無級調速、低速大扭矩,強力重切削;既適用于強力切削,同時也適用于半精加工和精加工。
③機床主軸采用高精度雙列圓柱滾子軸承與雙向推力角接觸球軸承、雙列圓柱滾子軸承配置。該結構承載能力較大,能夠承受較大的切削力和進給力,有較高的徑向剛度和軸向剛度,旋轉精度較高。
④X、Z軸伺服電動機經柔性聯軸器直接驅動精密滾珠絲杠副,可較大程度減小反向間隙,定位精度高。Z軸升降配置平衡配重塊,結構簡單可靠,故障率低。
X、Z軸采用國產精密滾珠絲杠副及滾珠絲杠專用軸承,滿足高剛性、高精度切削的要求。絲杠支承采用預拉伸結構,大大降低了機床長時間運轉中熱變形對精度的影響。
⑤X、Z軸采用先進的集中自動潤滑裝置,定時自動間歇式潤滑,工作穩定可靠。
⑥機床刀架采用電動刀架或排刀形式,精度準確,效率高。
⑦本機床可根據用戶需要配置北京凱恩帝、廣州數控等國產知名品牌數控系統。


高速VTC900數控立車_數控立式車床性能優勢:
1、機、電、液一體化模塊設計,布局合理,全封閉防護,外型美觀,操作宜人。
2、鑄件采用樹脂砂工藝鑄造,品質高變形小。
3、采用臺灣重負荷直線滾動導軌及滾珠絲杠,速度快,加工精度高的特點。
4、主軸采用進口軸承NSK/FAG,德國KLUBER高級潤滑脂,精度高,壽命長。
5、選用臺灣高精度液壓刀塔,精度高,轉位速度快,及雙向就近選刀功能。
6、采用液壓動力卡盤,上下料方便可靠,減輕操作者勞動強度。
7、自動集中潤滑裝置,潤滑充分可靠,潤滑周期自動控制.
8、采用高揚程、大流量、大功率水泵,能得到強勁的切削清理和冷卻效果。
9、自動排屑器,鐵屑自動排出機外。
三、高速VTC900數控立車_數控立式車床
| 項目 | VTC500(L) | VTC700(L) | VTC900(L) | VTC1200(L) | ||
| 最大回轉直徑mm | 500 | 700 | 900 | 1200 | ||
| 最大切削長度mm | 500 | 700 | 900 | 1200 | ||
| 最大切削直徑mm | 500 | 700 | 900 | 1200 | ||
| 主軸形式及代號 | A2-6/A2-8 | A2-8/A2-11 | A2-11 | A2-11/A2-15 | ||
| 自制主軸 | 自制主軸 | 自制主軸 | 自制主軸 | |||
| 主軸轉速范圍r/min | 80-2000(主軸單元) | 80-1500(主軸單元) | 80-1200(主軸單元) | 80-1200(主軸單元) | ||
| 80-600(自制主軸) | 80-500(自制主軸) | 80-500(自制主軸) | 80-400(自制主軸) | |||
| 主軸轉速級數 | 無級 | 無級 | 無級 | 無級 | ||
| 主軸傳動比 | 1:3 | 1:3 | 1:3 | 1:3 | ||
| 主軸承重T | 2.5/4 | 4/8 | 8 | 8/15 | ||
| 主電機輸出功率kw | 11 | 15 | 18.5/22 | 22 | ||
| 主電機額定轉矩Nm | 105 | 143.3 | 191/280 | 280 | ||
| 卡盤直徑/形式 | 400/K3L | 500/K3L | 630/K3L | 810/K3L | ||
| X軸伺服電機Nm | 15 | 15 | 18 | 18 | ||
| Z軸伺服電機Nm | 15 | 15 | 18 | 18 | ||
| 刀架形式 | 排刀 | 排刀架 | 排刀架 | 排刀架 | 排刀架 | |
| 電動刀架 | 四/六工位 | 四/六工位 | 四/六工位 | 四/六工位 | ||
| 液壓刀塔 | 八/十二工位 | 八/十二工位 | 八/十二工位 | 八/十二工位 | ||
| 動力刀架 | 八/十二工位 | 八/十二工位 | 八/十二工位 | 八/十二工位 | ||
| 導軌結構形式 | 硬軌 | Z向硬軌面85寬 | Z向硬軌面90寬 | Z向硬軌面100寬 | Z向硬軌面120寬 | |
| X向硬軌面65寬 | X向硬軌面65寬 | X向硬軌面65寬 | X向硬軌面65寬 | |||
| 線規 | Z向35滾柱 | Z向45滾柱 | Z向55滾柱 | Z向65滾柱 | ||
| X向35滾柱 | X向45滾柱 | X向45滾柱 | X向45滾柱 | |||
| 立柱導軌跨度 /中心距mm | 硬軌 | 425 | 465 | 525 | 525 | |
| 線規 | 430 | 450 | 500 | 500 | ||
| Z向滾珠絲杠副 | 1R4010T3 | 1R4010T3 | 1R5008T4 | 1R6308T4 | ||
| X向滾珠絲杠副 | 1R3210T3 | 1R4010T3 | 1R4008T4 | 1R5008T4 | ||
| X軸快移速度m/min | 硬軌 | 10 | 10 | 8 | 8 | |
| 線規 | 18 | 18 | 15 | 15 | ||
| Z軸快移速度m/min | 硬軌 | 10 | 10 | 8 | 8 | |
| 線規 | 18 | 18 | 16 | 16 | ||
| X軸行程mm | 300 | 400 | 500 | 650 | ||
| Z軸行程mm | 500 | 700 | 700 | 800 | ||
| 電氣容量KVA | 12 | 16 | 18 | 22 | ||
| 機床重量約T | 5 | 6 | 7.8 | 9 | ||
| 外形約:長×寬×高mm | 1205×1200×2430 | 1500×1360×2726 | 1550×1760×3067 | 1650×1860×3070 | ||
關于數控立車常見問題擴展:
數控立車的正常使用需要滿足以下條件:
一、機床位置環境要求:數控車床的位置應闊別振源、應避免陽光直接照射和熱輻射的影響,避免濕潤和氣流的影響,如機床四周有振源,則機床周圍應設置防振溝,否則將直接影響機床的加工精度及不亂性,將使電子元件接觸不良,發生故障,影響機床的可靠性。
二、電源要求:一般CNC數控車床安裝在機加工車間,不僅環境溫度變化大、使用前提差,而且機電設備多,致使電網波動大,因此,安裝數控車床的位置需要電源電壓有嚴格控制,電源電壓波動必需在答應范圍內,并且保持相對不亂,否則會影響數控系統的正常工作。
三、溫度前提:數控機床的環境溫度低于30示度,相對溫度小于80%。一般來說,數控電控箱內部設有排風扇或冷風機,以保持電子元件,特別是中心處理器工作溫度恒定或溫度差變化很小。過高的溫度和濕度將導致控制系統元件壽命降低,并導致故障增多,溫度和濕度的增高,灰塵增多會在集成電路板產生粘結并導致短路。
數控立車運行環境及檢測要求:
1.機床工作環境
機床工作環境好壞,對保證機床性能和正常工作有著直接的關系,如果溫度過高會造成數控系統中控制機構失靈或出現故障;溫度過低又會使潤滑系統和液壓系統工作條件惡化造成機床故障或損壞機床零件。因此我們建議該機床在以下條件下使用:
☆機床應放置于室內且干燥的環境中。機床基礎按照機床地基要求進行制作。
☆電源電壓:額定電源電壓AC380V,電壓波動范圍-10~+10,電源頻率:50Hz1Hz。超出此范圍用戶需自行購買穩壓電源。
☆環境空氣溫度:5℃~40℃范圍內;且24h平均溫度應不超過35℃。
☆濕度:最高溫度40℃,相對濕度不超過35%,且濕度變化不引起冷凝。
☆空氣中粉塵濃度不得大于10mg/m3,不得含酸、鹽和腐蝕氣體。
☆大氣壓強86~106kpa
☆機床安裝要遠離振源、熱源。機床安裝所在廠房內的動力要在0.5G以下(G為重力加速度)。
☆空轉噪聲等級:≤83dB(A)
2.機床檢測要求
機床檢測時,檢測儀器,檢測工具應在檢測環境中放置足夠的時間,使它們處于等溫狀態,檢測時還應避免氣流,日曬或外部熱流等因素的影響,對機床位置精度的評定環境溫度以20℃為準,但一般應符合下列條件。
☆環境溫度15℃~25℃。
☆檢測前機床應在檢測環境中等溫不少于12h。
☆機床占有空間任意的溫度梯度不超過0.5℃/h。
![]()
山東威力重工機床有限公司

微信掃描二維碼保存到手機聯系人
公司傳真:0632-5850029
聯系QQ:2335650447
企業郵箱:2335650447@qq.com
公司地址:山東省滕州市經濟開發區春藤東路999號
推薦產品
聯系威力重工

山東威力重工機床有限公司
公司電話:18306370898
公司傳真:0632-5850029
企業郵箱:2335650447@qq.com
公司地址:山東省滕州市經濟開發區春藤東路999號
威信掃描二維碼保存到手機聯系人